Introduction
Enzymes have transformed the production of protein isolates, setting a new standard for manufacturing efficiency and product quality in the food technology industry. These biological catalysts are strategically applied during the process of fractionating proteins to produce high-purity protein isolates, enabling manufacturers to manipulate complex protein structures, enhance nutrient absorption, and significantly improve the sensory characteristics of protein-based products.
The strategic use of enzymes in protein isolation has led to significant improvements across multiple performance metrics that are critical to both manufacturers and consumers:
- Product Quality Enhancement: Achieving superior protein purity levels and improved functional properties
- Manufacturing Efficiency: Streamlined production processes with reduced processing time and energy consumption
- Nutritional Value Optimization: Enhanced digestibility and bioavailability of essential amino acids
- Consumer Appeal: Superior taste profiles and texture characteristics that meet market expectations
- Sustainability Benefits: Reduced waste generation and improved resource utilization
This comprehensive analysis explores the multifaceted benefits of enzymes in protein isolate production, examining current applications, technological innovations, and expected developments through 2025. As the global protein market continues to expand and consumer preferences evolve toward cleaner, more functional ingredients, understanding these enzymatic processes becomes increasingly critical for industry success.
1. Understanding Protein Isolates
Protein isolates represent the pinnacle of protein purification technology, consisting of concentrated protein products extracted from various food sources and containing 90% or higher protein content as per industry specifications established by organizations such as the American Dairy Products Institute. These ultra-pure protein forms serve as essential ingredients across diverse sectors including food manufacturing, sports nutrition, clinical nutrition, and pharmaceutical industries, where precise protein content and functionality are paramount.
Major Categories of Protein Isolates
The protein isolate market encompasses several key categories, each offering unique nutritional profiles and functional characteristics:
Whey Protein Isolate
- Source and Processing: Derived from milk during cheese production through advanced filtration and purification processes
- Nutritional Profile: Rich in branched-chain amino acids (BCAAs), particularly leucine, isoleucine, and valine
- Absorption Characteristics: Rapid absorption rate making it ideal for post-exercise recovery
- Primary Applications: Sports nutrition supplements, infant formula, medical nutrition products, and functional foods
Soy Protein Isolate
- Source and Processing: Extracted from defatted soy flour through alkaline extraction and acid precipitation
- Nutritional Profile: Complete protein profile with high concentrations of glutamine and arginine
- Functional Properties: Excellent emulsification and gelation capabilities
- Primary Applications: Meat alternatives, bakery products, infant formula, and protein beverages
Pea Protein Isolate
- Source and Processing: Sourced from yellow split peas through wet fractionation and purification
- Nutritional Profile: Allergen-friendly alternative high in iron, lysine, and arginine
- Sustainability Advantages: Lower environmental impact compared to animal-based proteins
- Primary Applications: Plant-based products, protein bars, beverages, and meat analogues
Industrial Applications and Market Significance
These protein isolates offer distinct nutritional profiles and functional properties that make them invaluable across multiple industries. Whey protein isolates excel in muscle recovery and growth applications due to their rapid absorption and complete amino acid profile. Soy protein isolates provide versatile applications in food manufacturing, offering excellent functional properties for texture modification and protein fortification. Pea protein isolates meet the rising demand for plant-based alternatives, offering sustainable protein options that cater to various dietary preferences and restrictions.
The food industry utilizes these isolates to enhance protein content, improve texture characteristics, and create innovative products that meet evolving consumer demands. Their high protein concentration and minimal non-protein components make them valuable ingredients in specialized nutritional formulations, functional foods, and therapeutic nutrition products where precise protein delivery is essential.
2. The Role of Enzymes in Protein Modification
Enzymes serve as sophisticated biological catalysts that play a crucial role in protein isolate modification, working through highly specific biochemical reactions to transform complex protein structures. This process, known as enzymatic treatment or protein hydrolysis, involves strategic modifications to protein molecules that significantly improve extraction efficiency, enhance functional properties, and optimize the nutritional and sensory characteristics of the final product.
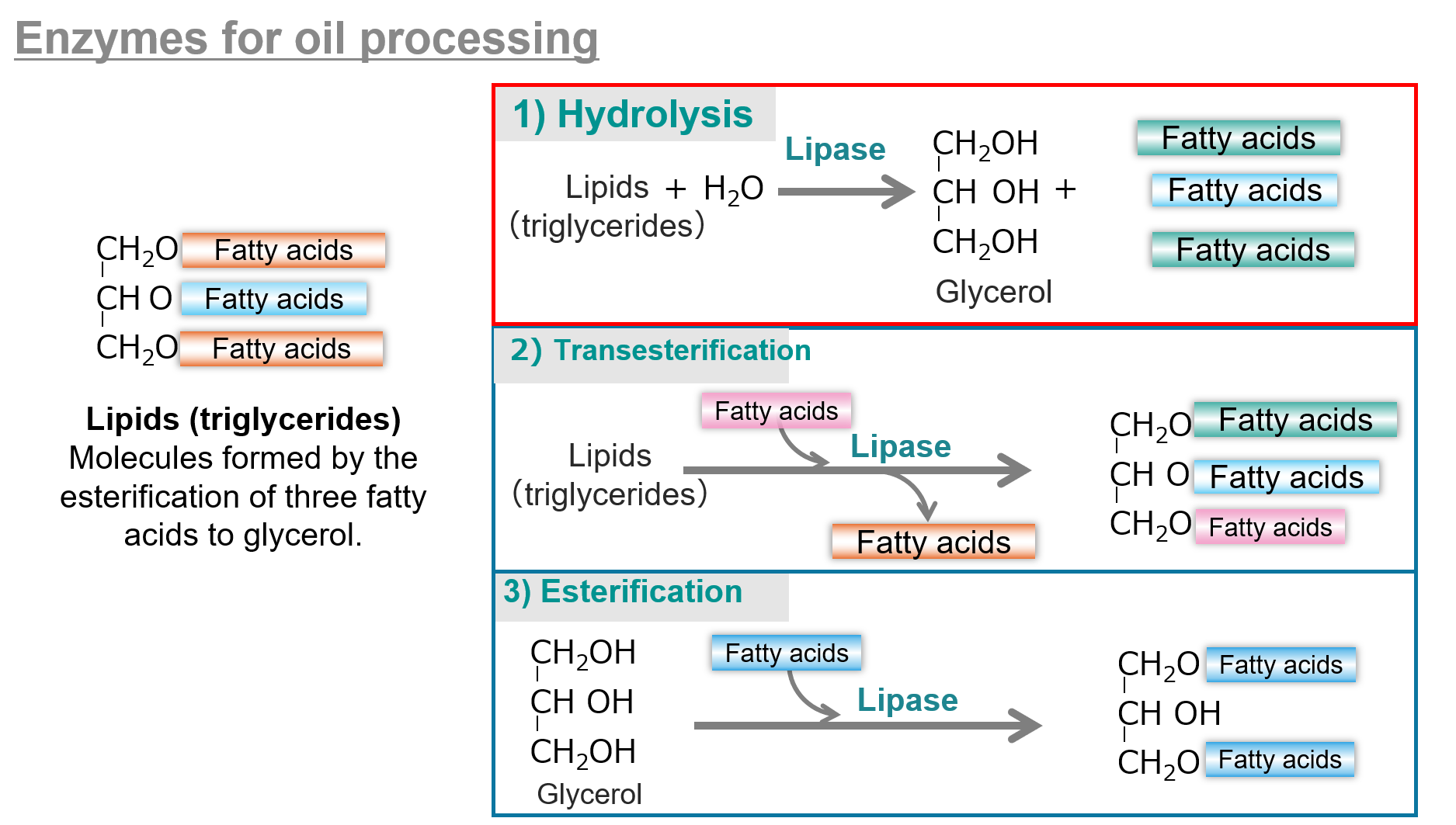
Hydrolysis: The Foundation of Enzymatic Protein Modification
At the heart of enzymatic treatment lies the process of hydrolysis, a precisely controlled biochemical reaction that represents the cornerstone of modern protein processing technology. During hydrolysis, proteolytic enzymes cleave specific peptide bonds within protein molecules, leading to a controlled breakdown of complex protein structures into smaller, more functional fragments.
This process enables several critical advantages:
- Selective Targeting: Enzymes can be chosen to target specific protein components while preserving desired functional properties
- Controlled Modification: The degree of hydrolysis can be precisely controlled to achieve optimal product characteristics
- Enhanced Functionality: Smaller protein fragments often exhibit improved solubility, digestibility, and bioavailability
- Reduced Processing Time: Enzymatic processes typically require less time and energy compared to traditional methods
Types of Enzymes Used in Protein Processing
Different classes of enzymes are employed based on the specific protein source and desired outcomes:
Proteases
- Endoproteases: Cleave peptide bonds within protein chains, creating smaller protein fragments
- Exoproteases: Remove amino acids from protein chain ends, fine-tuning molecular size
- Specific Proteases: Target particular amino acid sequences for precise modifications
Specialized Enzymes
- Transglutaminases: Create protein cross-links to improve texture and binding properties
- Deamidases: Modify protein charge properties to enhance solubility and functionality
- Phospholipases: Remove phospholipids to improve protein purity and functionality
Process Control and Optimization
Successful enzymatic modification requires precise control of multiple parameters including temperature, pH, enzyme concentration, and reaction time. Modern protein processing facilities employ sophisticated monitoring systems to ensure optimal conditions are maintained throughout the treatment process, resulting in consistent product quality and maximum efficiency.
3. Key Benefits of Enzymatic Treatment
Enzymatic treatment of protein isolates delivers comprehensive improvements across multiple performance dimensions, creating products that excel in both functional and sensory characteristics. These benefits represent significant advances in food technology, enabling manufacturers to create superior products that meet evolving consumer expectations.
Enhanced Digestibility and Bioavailability
One of the most significant advantages of enzymatic treatment is the dramatic improvement in protein digestibility and nutrient bioavailability. This enhancement occurs through several mechanisms:
- Pre-digestion Effect: Enzymatic hydrolysis essentially pre-digests proteins, breaking them down into smaller peptides and amino acids that are more easily absorbed by the digestive system
- Reduced Digestive Workload: Smaller protein fragments require less energy and time for the body to process, reducing digestive stress and improving comfort
- Enhanced Absorption Rate: Peptides and free amino acids are absorbed more rapidly than intact proteins, leading to faster nutrient delivery
- Improved Bioavailability: Higher percentages of consumed protein are actually utilized by the body for muscle synthesis and other metabolic functions
Flavor Profile Enhancement
Enzymatic modification significantly improves the taste characteristics of protein isolates, addressing one of the primary consumer concerns with protein-rich products:
- Bitterness Reduction: Controlled hydrolysis can eliminate bitter peptides that naturally occur in some protein sources, creating more palatable products
- Off-flavor Elimination: Enzymatic treatment can remove or mask undesirable flavors commonly associated with plant-based proteins
- Flavor Enhancement: Some enzymatic processes can generate desirable flavor compounds that improve overall taste appeal
- Neutral Taste Profile: Creates protein ingredients with minimal intrinsic flavor, allowing for better integration into various food formulations
Texture and Functional Property Improvements
Enzymatic modification significantly impacts the functional properties of protein isolates, creating products with superior performance characteristics:
Enhanced Solubility
- Improved Protein Dispersion: Effective distribution of protein particles in liquids ensures uniform consistency and prevents clumping or settling
- Optimized Mixing Properties: Facilitates the integration of proteins into various formulations, enhancing product homogeneity and stability
- Minimized Sedimentation: Reduces the likelihood of particles settling at the bottom of beverages, maintaining consistent texture throughout shelf life
- pH Stability: Enhanced solubility across a wider pH range, enabling use in diverse food applications
Superior Mouthfeel Characteristics
- Smoother Texture: Achieves a velvety consistency in protein shakes and beverages, contributing to a more enjoyable consumption experience
- Reduced Graininess: Decreases the coarse texture often found in plant-based alternatives, providing a more refined mouthfeel that approaches dairy-like characteristics
- Enhanced Gel Formation: Improves the binding properties in meat analogues and structured products, leading to better structural integrity and authentic texture
- Improved Foam Stability: Better foaming properties for applications in beverages and desserts
Manufacturing and Economic Benefits
Beyond product quality improvements, enzymatic treatment offers significant advantages for manufacturers:
- Process Efficiency: Reduced processing time and energy consumption compared to traditional methods
- Higher Yields: Improved protein extraction efficiency leading to better resource utilization
- Consistent Quality: More predictable and reproducible results across production batches
- Reduced Waste: More complete protein extraction and utilization of raw materials
- Versatile Applications: Single protein isolate can be modified for multiple end-use applications
These comprehensive improvements expand application possibilities across food categories, from dairy alternatives to meat substitutes, sports nutrition products to clinical nutrition formulations. Manufacturers can achieve specific texture, flavor, and nutritional characteristics by controlling the degree and type of enzymatic modification, creating products that meet precise consumer expectations and regulatory requirements.
Conclusion
Enzyme technology has emerged as a transformative force in protein isolate production, fundamentally changing how manufacturers approach protein processing and product development. By leveraging advanced enzymatic methods, the industry has achieved unprecedented improvements in manufacturing efficiency, product quality, and nutritional value across diverse applications, from sports nutrition to plant-based alternatives.
The strategic application of enzymes in protein processing continues to evolve rapidly, with new applications and innovations being discovered regularly. This ongoing development brings substantial benefits that address key industry challenges:
- Enhanced Protein Digestibility: Improved bioavailability and absorption rates that maximize nutritional benefits
- Superior Flavor Profiles: Elimination of off-flavors and bitter compounds that enhance consumer acceptance
- Optimized Texture Characteristics: Smoother, more appealing mouthfeel that rivals traditional dairy products
- Manufacturing Efficiency: Streamlined processes that reduce costs while improving consistency
- Sustainability Advantages: Reduced waste generation and improved resource utilization
These developments create unprecedented opportunities for manufacturers to innovate and create unique protein-based products that cater to evolving consumer preferences and dietary requirements. As the global protein market continues to expand and diversify, the ability to customize protein characteristics through enzymatic modification becomes increasingly valuable for competitive differentiation.
Looking ahead to 2025 and beyond, industry professionals must stay current with emerging enzyme technologies and modification methods to maintain competitive advantage. The integration of artificial intelligence, precision fermentation, and novel enzyme discovery techniques promises to unlock even greater possibilities for protein isolate enhancement and customization.
The future of protein isolate production lies in embracing these enzymatic advancements, positioning the industry to deliver more efficient, sustainable, and consumer-centric solutions. Companies that invest in understanding and implementing these technologies will be best positioned to meet the growing global demand for high-quality, functional protein products that satisfy both nutritional needs and sensory expectations.